







Duża odporność warstw ochronnych na powolny wzrost pęknięć powoduje, że rury te dobrze spełniają warunki do wykorzystywania ich w pracach prowadzonych z użyciem technik bezwykopowych, gdzie zarysowania zewnętrznej powierzchni rury są nieuniknione
 Fot. 1. | Zasypywanie rur gruntem rodzimym
Fot. 1. | Zasypywanie rur gruntem rodzimym
Rury polietylenowe mają już ugruntowaną pozycję wśród materiałów wykorzystywanych do budowy rurociągów. Są szeroko stosowane do budowy sieci wodociągowych i gazowych, sieci kanalizacyjnych (głównie systemy ciśnieniowe i podciśnieniowe) oraz instalacji przemysłowych. Stosowanie połączeń zgrzewanych i duża elastyczność rurociągów polietylenowych pozwalają na wykorzystywanie do ich układania nowoczesnych metod wąskowykopowych i bezwykopowych. Rury polietylenowe są też często wykorzystywane do przywracania sprawności technicznej starym rurociągom. We wszystkich tych metodach warunki układania rur w większym lub mniejszym stopniu odbiegają od przyjmowanego dla nich modelu teoretycznego i w związku z tym rzeczywisty poziom bezpieczeństwa pracy rurociągu ze względu na możliwość występowania znaczących nacisków punktowych lub głębokich zarysowań powierzchni zewnętrznej może być mniejszy od zakładanego. W krytycznych przypadkach objawia się to awarią rurociągu. Z drugiej strony, ekonomiczne efekty stosowania tych metod są na tyle atrakcyjne, że wiele firm poszukuje rozwiązań zapewniających odpowiedni poziom bezpieczeństwa dla tak układanych rurociągów. Do takich rozwiązań należy rura TS produkowana przez firmę Wavin. Dzięki specjalnej konstrukcji doskonale nadaje się ona do budowy rurociągów układanych metodami wąskowykopowymi, przewiertu sterowanego lub przecisku, bezwykopowej wymiany starych rurociągów (np. metodą krakingu) a także do renowacji starych rurociągów metodami ciasno pasowanymi (np. swagelining, rolldown) lub luźno pasowanymi (sliplining).
Konstrukcja rury Wavin TS
Rura Wavin TS jest rurą trójwarstwową, w której warstwa zewnętrzna i wewnętrzna wykonana jest z odmiany polietylenu o wysokiej odporności na powolny wzrost pęknięć (surowiec firmy Atofina XSC 50). Warstwa środkowa wykonana jest ze standardowego polietylenu klasy PE 100 (TUB 121 firmy Solvay lub XS 10B firmy Atofina). Pomiędzy poszczególnymi warstwami występują połączenia molekularne (podobnie jak w połączeniu zgrzewanym), w związku z czym trudno jest mechanicznie oddzielić warstwę ochronną od warstwy nośnej. Dzięki temu cała rura jest litą konstrukcją o wytrzymałości na ciśnienie wewnętrzne takiej samej jak standardowa rura wykonana w całości z polietylenu klasy PE 100. Grubość warstwy zewnętrznej i wewnętrznej jest jednakowa i wynosi 25% nominalnej grubości ścianki. Obecnie rury produkowane są w szeregu wymiarowym SDR 11 (gaz - PN 10, woda - PN 16) w zakresie średnic od 90 mm do 180 mm. Rury o mniejszych średnicach (na przyłącza gazowe i wodociągowe) wytłaczane są w całości z materiału XSC 50.
 Fot. 2. | Alternatywne metody układania rur PE
Fot. 2. | Alternatywne metody układania rur PE
Mechanizm pękania rur PE w wyniku zarysowań lub nacisków punktowych
W rzeczywistych warunkach budowy rurociągów trudno jest uniknąć porysowania zewnętrznej powierzchni rury PE. Zarysowania te powstają podczas rozładunku rur, montażu rurociągu oraz jego układania w gruncie. Ogólne wytyczne zalecają, aby prace były prowadzone z należytą ostrożnością, by do takich uszkodzeń nie dochodziło. Niemniej jednak, jeżeli taki fakt ma miejsce, to należy sprawdzić, czy głębokość zarysowania nie przekracza 10% grubości ścianki rury. W przypadku, gdy głębokość zarysowania przekracza tę wartość, uszkodzony fragment rury należy usunąć. Trudniej jest w przypadku renowacji rurociągu, gdzie podczas wciągania rury PE do wnętrza starego przewodu o zarysowanie jej powierzchni jest dość łatwo. Co więcej, określenie miejsc występowania tych zarysowań jest praktycznie niemożliwe, podobnie jak ewentualne usunięcie uszkodzonych fragmentów rury PE metodą bezwykopową.
Równie groźne jak zarysowania, mogą być dla trwałości rurociągu duże naciski punktowe. Źródłem tych nacisków może być bezpośredni kontakt rury z dużym kamieniem lub ostrą krawędzią starego rurociągu, czy też operacja zaciskania rury PE przy pomocy specjalnego zacisku dla zatrzymania przepływu gazu w gazociągu. Podobne stany naprężeń jak przy naciskach punktowych, mogą wystąpić także podczas operacji technologicznych, towarzyszących renowacji rurociągów metodami ciasno pasowanymi, w których przekrój rury PE jest zmniejszany bezpośrednio przed jej wciągnięciem do wnętrza odnawianego przewodu (swagelining, rolldown).
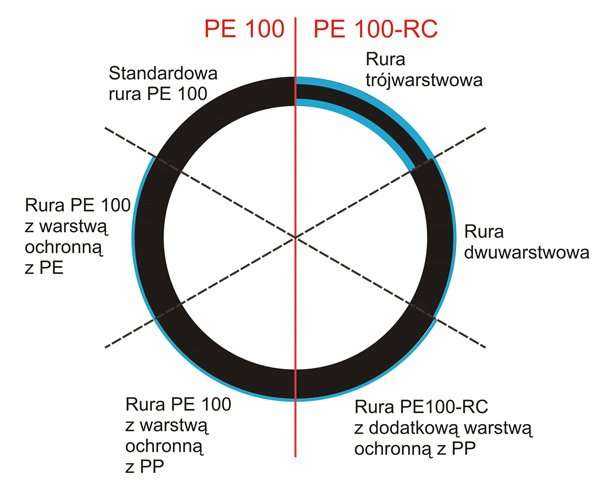
Rys. 1. | Rury PE 100 oferowane na polskim rynku
Przypadki wymienione wcześniej mogą być przyczyną awarii rurociągów w wyniku wystąpienia zjawiska powolnego wzrostu pęknięcia (ang. Slow Crack Growth - SCG). Polega ono na uplastycznianiu się niewielkiego fragmentu materiału w wyniku wystąpienia odpowiednio wysokiego poziomu naprężeń lokalnych w okolicy dna zarysowania powierzchni rury (karbu) lub miejsca nacisku punktowego. W strefie uplastycznionej dochodzi do takich przemieszczeń łańcuchów polimerów, że tworzą się pory. Wraz z upływem czasu pory powiększają się do tego stopnia, że materiał przestaje tworzyć litą strukturę, przyjmując formę włókien prostopadłych do kierunku wzrostu pęknięcia. Ostatecznie rozciągane włókna pękają, powodując przemieszczanie się dna karbu w głąb materiału. Wraz z przemieszczaniem się dna karbu przemieszcza się również strefa uplastycznionego materiału, powodując tworzenie się nowych porów w coraz głębszych partiach ścianki rury. Obszar tworzących się porów i nieuszkodzonych włókien nazywany jest obszarem spękania (ang. craze). Obszar pękniętych włókien towarzyszący przemieszczającemu się obszarowi spękania jest nazywany pęknięciem (ang. crack). Proces powstawania i rozwoju strefy spękania i pęknięcia jest nazywany powolnym (podkrytycznym) wzrostem pęknięcia. W miarę powiększania się pęknięcia, naprężenia osiągają poziom krytyczny, powodując nagłe, kruche pęknięcie rury PE.
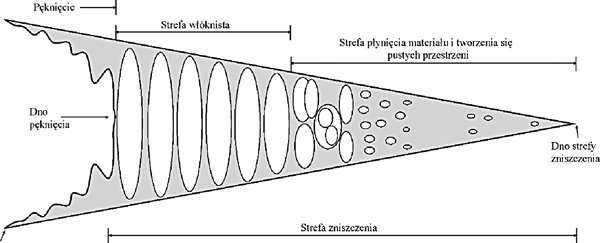
Rys. 2. | Mechanizm procesu powolnego wzrostu pęknięcia
To, czy dojdzie do uszkodzenia rury w wyniku zjawiska powolnego wzrostu pęknięcia, zależy od geometrii dna karbu, poziomu naprężeń w ściance rury oraz wartości krytycznej naprężeń dla tego materiału, dla której tworzą się obszary spękania. Im ostrzejsze jest dno karbu (np. nacięcie rury), tym wyższy poziom naprężeń w uplastycznionej strefie materiału, tym mniejsza strefa i tym bliżej dna karbu się ona znajduje. Przy odpowiednio dużym promieniu dna karbu poziom naprężeń w strefie uplastycznionej jest niższy od wartości krytycznej dla tworzenia się spękań i proces powolnego wzrostu pęknięcia nie będzie postępował. W materiałach o dużej odporności na powolny wzrost pęknięć początkowo ostre nacięcie w wyniku płynięcia polietylenu w strefie uplastycznionej coraz bardziej zaokrągla się (stępia), by ostatecznie poziom naprężeń w tej strefie spadł do poziomu niższego od wartości krytycznej. Na wartość naprężeń krytycznych dla danej rury ma wpływ rodzaj zastosowanego polietylenu (MDPE, HDPE), klasa materiału (PE 100, PE 80, PE 63) oraz warunki procesu wytłaczania rury (im większa prędkość wytłaczania tym mniejsza odporność rury na powolny wzrost pęknięć). Przy aktualnie stosowanych przez producentów rur systemach kontroli jakości dokładne określenie stopnia odporności danej partii rur PE na powolny wzrost pęknięć jest praktycznie niemożliwe. Stąd ryzyka uszkodzenia rurociągu wykonanego ze standardowych rur PE w wyniku zarysowania ich powierzchni lub nacisków punktowych wykluczyć się nie da.
 Rys. 3. | Test FNCT
Rys. 3. | Test FNCT
Badania rur Wavin TS na odporność na powolny wzrost pęknięć
Bardzo duża w stosunku do standardowych rur PE oraz większa od rur z polietylenu z warstwą ochronną z PP odporność rur Wavin TS na powolny wzrost pęknięć została wykazana w serii badań wykonanych przez niezależne instytuty badawcze. Na próbkach rur wykonywano:
- test karbu (ang. notch test),
- test FNCT (ang. Full Notch Creep Test),
- test stożka (ang. cone test),
- test nacisku punktowego.
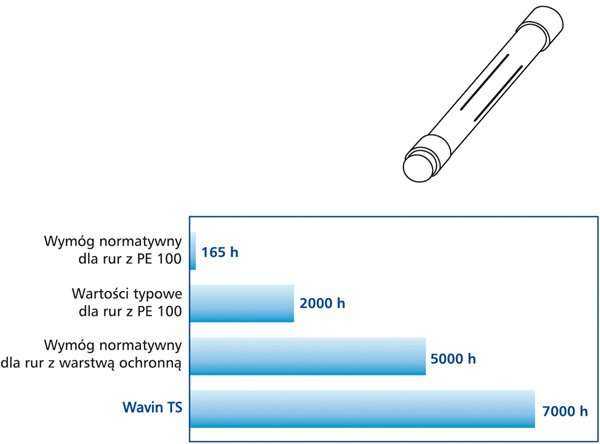
Rys. 4. | Test karbu
Test karbu
W odcinku rury wykonywane są specjalnym frezem o ostrych krawędziach cztery wzdłużne nacięcia w kształcie litery "V", rozmieszczone równo na obwodzie co 90° o głębokości 20% nominalnej grubości ścianki. Tak przygotowana próbka umieszczana jest w kąpieli wodnej o temperaturze 80°C i poddawana działaniu stałego ciśnienia wewnętrznego, wywołującego naprężenia obwodowe w ściance rury równe 4,6 MPa. Próbka utrzymywana jest w tych warunkach do momentu jej zniszczenia. Wymogiem normatywnym jest wytrzymałość minimum 165 godz.
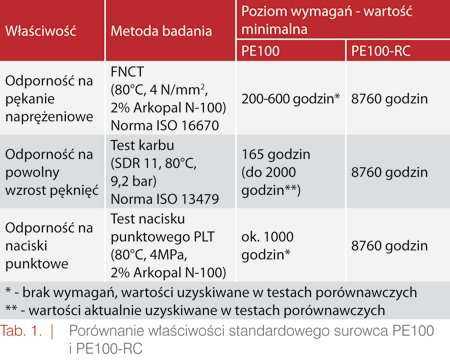
W wielokrotnie wykonywanych badaniach standardowe rury z PE 100 wytrzymują średnio około 2000 godz. Wymóg normatywny dla rur z powłoką ochronną, to minimum 5000 godz. Żadna z próbek rur Wavin TS po upływie ponad 7000 godz. nie uległa zniszczeniu (badania są nadal kontynuowane). Już ten fakt pokazuje, na ile może wzrosnąć niezawodność rurociągu wykonanego z rur Wavin TS w stosunku do rurociągu wykonanego ze standardowych rur z PE 100.
Rys. 5. | Test nacisku punktowego
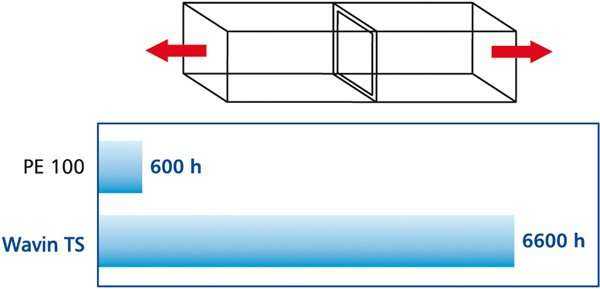
Test FNCT
Z rury wycinana jest próbka o rozmiarach 10×10×100 mm. Ostrym ostrzem w połowie długości próbki wykonywane są nacięcia z czterech stron prostopadle do kierunku przyłożenia obciążenia. Tak przygotowana próbka umieszczana jest w kąpieli wodnej o temperaturach 80°C lub 95°C z 2% dodatkiem środka powierzchniowo czynnego (Arkopal N 100) i poddawana działaniu stałego naprężenia rozciągającego o wartości 4 MPa. Liczony jest czas do momentu pęknięcia próbki.
W wykonywanych badaniach czas do pęknięcia próbki wynosi od kilku godzin dla polietylenów HDPE klasy PE 63 i PE 80 do nawet 700 godz. dla najlepszych polietylenów MDPE klasy PE 80 i HDPE klasy PE 100. Próbki z polietylenu XSC 50 (materiału, z którego wykonane są warstwy ochronne rur Wavin TS) wytrzymują ponad 6500 godz. (badania tych próbek są nadal kontynuowane).
 Test stożka
Test stożka
Fot. 3. | Wiercenie kierunkowe HDD
Do wnętrza odcinka rury wciskany jest metalowy stożek, który przechodzi w walec o średnicy równej 1,12 średnicy wewnętrznej rury. W ten sposób uzyskiwane jest stałe 12% odkształcenie rury na kierunku obwodowym i odpowiednie naprężenia odpowiadające temu odkształceniu. Następnie na odkształconym końcu rury wykonuje się ostrzem wzdłużne nacięcie i tak przygotowaną próbkę umieszcza w kąpieli wodnej o temperaturze 80°C z 2% dodatkiem środka powierzchniowo czynnego (Arkopal N 100). Co 24 godz. mierzona jest długość nacięcia. Pomiary te są powtarzane dopóty, dopóki nie zanotuje się trzech znacznych przyrostów długości nacięcia/pęknięcia na przestrzeni kolejnych dni próby. W początkowej fazie testu długość nacięcia może ulegać drobnym wahaniom. Po pewnym czasie, zwanym okresem inkubacji, następuje szybki wzrost długości pęknięcia. Przy klasyfikacji lub porównywaniu materiałów brany jest pod uwagę okres inkubacji oraz prędkość propagacji pęknięcia, liczona jako iloraz długości przyrostu pęknięcia do okresu czasu w jakim ten przyrost nastąpił. Większe wartości prędkości propagacji pęknięcia oznaczają mniejszą odporność materiału na powolny wzrost pęknięć.
Według wymagań normy ISO 13480 prędkość propagacji pęknięcia winna być mniejsza niż 10 mm/24 godz. Dla próbek rur wykonanych z materiału XSC 50 nie stwierdzono postępującego przyrostu długości pęknięcia - dno ostrego nacięcia uległo zaokrągleniu i na tym proces powolnego wzrostu pęknięcia zatrzymał się. Potwierdza to dużą odporność tego materiału na skutki zarysowań powierzchni rury.
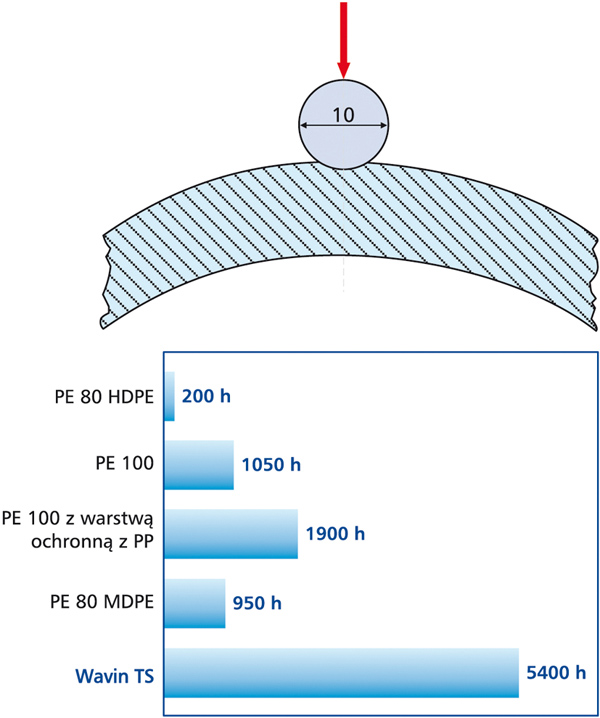
 Test nacisku punktowego
Test nacisku punktowego
Fot. 4. | Pipe bursting
W zewnętrzną powierzchnię próbki rury wciskana jest stalowa kulka o średnicy 10 mm. Całość jest umieszczona w zbiorniku z wodą o temp. 80°C z 2% dodatkiem środka powierzchniowo czynnego (Arkopalu N 100). Zmienna siła nacisku wywieranego na stalową kulkę zapewnia utrzymanie w materiale stałego naprężenia na poziomie 4 MPa, utrzymywanego do momentu zniszczenia próbki. Wielkością mierzoną jest czas do powstania na wewnętrznej powierzchni próbki rury odcisku o długości 5 mm.
W badaniach wykonanych przez Hessel Ingenieurtechnik GmbH (Niemcy) rury Wavin TS wykazały się ponad dwukrotnie większą trwałością od standardowych rur z bimodalnego polietylenu klasy PE 100 oraz rur z dodatkową warstwą ochroną z PP.
 Obszary zastosowań rur Wavin TS
Obszary zastosowań rur Wavin TS
Fot. 5. | Układanie rur w technologii płużenia
Dzięki swym szczególnym właściwościom rury Wavin TS mogą być wykorzystywane do budowy nowych rurociągów, gdzie rury układane są bez stosowania obsypki piaskowej (obsypka wykonywana jest z gruntu rodzimego) lub przy wykorzystaniu technik wąskowykopowych (płużenie, frezowanie), przewiertów (w tym sterowanych - HDD) czy przecisków (np. kretem) oraz do bezwykopowej wymiany starych rurociągów (burstlining) lub ich renowacji (sliplining, swagelining, rolldown).
Dzięki dużej odporności warstw ochronnych rur Wavin TS na zarysowania i powolny wzrost pęknięć oraz dużej odporności na naciski punktowe, rury te mogą być układane w gruncie bez stosowania obsypki piaskowej. Oznacza to możliwość wykorzystania gruntu rodzimego jako obsypki, co ma bezpośrednie przełożenie na koszt budowy rurociągu. Rury Wavin TS doskonale nadają się również do układania w wykopach o szerokości nieco większej od średnicy rury wykonywanych przy pomocy specjalistycznego sprzętu (frezarki, koparki łańcuchowej itp.), a w szczególności przy układaniu rurociągu metodą płużenia. W metodzie tej rura przechodzi przez wnętrze dużego lemiesza pługa i układana na dnie lekko rozorywanej i natychmiast obsuwającej się ziemi. Przy układaniu rurociągu w gruncie kamienistym prawdopodobieństwo bezpośredniego kontaktu rury z większym lub całkiem dużym kamieniem jest bardzo duże. Biorąc pod uwagę dużą prędkość prac (metodą płużenia można ułożyć nawet do 1 km rurociągu dziennie) oraz fakt, że cena rur Wavin TS jest tylko nieco wyższa od ceny odpowiednich standardowych rur PE, całkowity koszt budowy rurociągu o wysokiej niezawodności może być atrakcyjnie niski.
Rury Wavin TS winny być szczególnie docenione przez inwestorów i wykonawców przy układaniu rurociągów metodą wiercenia kierunkowego, gdzie przy długich przewiertach rury narażone są na liczne głębokie zarysowania, wynikające z ilości potencjalnych ostrych krawędzi i faktu występowania siły wyporu zwiększającej siłę docisku rury do tych krawędzi. Podobnie sytuacja wygląda w przypadku bezwykopowej wymiany rurociągu polegającej na kruszeniu starego rurociągu i wciąganiu w tak powstałą przestrzeń nowej rury PE. Szczególnie w przypadku stosowania metody burstingu dynamicznego, połączonego z powiększaniem średnicy rurociągu, prawdopodobieństwo zarysowania powierzchni zewnętrznej wciąganej rury, jak też wystąpienia znacznych nacisków punktowych jest bardzo duże. Zarysowania zewnętrznej powierzchni rur towarzyszą też renowacji starych rurociągów. Dokładne wyczyszczenie wnętrza odnawianego rurociągu z różnego rodzaju twardych osadów, stępienia ostrych krawędzi końców rur lub ich pęknięć, całkowitego wycięcia sopli przetopów spawalniczych i zbyt głęboko wpuszczonych w światło przewodu rur przyłączy jest praktycznie niemożliwe. W związku z tym stosowanie jako rur przewodowych rur charakteryzujących się jak największą odpornością na powolny wzrost pęknięć i naciski punktowe jest jak najbardziej uzasadnione.
 Metody łączenia rur Wavin TS
Metody łączenia rur Wavin TS
Fot. 6. | Układanie bez podsypki piaskowej z bębna
Rury Wavin TS mogą być łączone przy wykorzystaniu takich samych technik jakie stosowane są do łączenia standardowych rur z PE 100. Bez jakichkolwiek problemów i odstępstw od technologii mogą być one łączone za pomocą zgrzewania doczołowego i elektrooporowego oraz przy pomocy łączników mechanicznych. Wykorzystywane w tym celu kształtki i urządzenia są te same jakie stosowane są w przypadku standardowych rur wykonanych z PE 100. Należy podkreślić fakt, że wymiary rur Wavin TS odpowiadają wymiarom rur standardowych, a do wykonania połączenia nie ma potrzeby usuwania z końców rur warstwy ochronnej, jak ma to miejsce w przypadku innych rur z warstwami ochronnymi. Zachowanie wymiarów rur standardowych oznacza bezproblemowe wykorzystywanie kształtek posiadanych w magazynie lub ogólnie dostępnych w handlu.
Wykonane badania potwierdzają pełną zgrzewalność rur Wavin TS przy zachowaniu współczynnika długoczasowej wytrzymałości zgrzewu doczołowego na poziomie powyżej 0,8, a dla zgrzewu elektrooporowego powyżej 1,0 (spełnione wymagania normatywne). Badania te były prowadzone przy wykorzystaniu kształtek różnych producentów (+GF+/Wavin, Friatec, Plasson).
 Oferta programowa
Oferta programowa
Fot. 7. | Burstlining rur Wavin TS
Rury Wavin TS oferowane są w średnicach od 32 do 180 mm w szeregu wymiarowym SDR 11 w kolorach warstw ochronnych, odpowiadających kolorom rur wykonanych z polietylenu klasy PE 100 do wody (ciemnoniebieski) lub do gazu (pomarańczowy). Rury o średnicach do 63 mm włącznie wykonywane są w całości z materiału XSC 50. Rury te zwijane są w kręgi, a długość rury w zwoju wynosi 100 m. Rury większych średnic mogą być zwijane w kręgi (długość rury w zwoju zależy od średnicy rury) lub dostarczane w odcinkach prostych (sztangi długości 12 m).
 Podsumowanie
Podsumowanie
Fot. 8. | Przecisk
Oferowane przez Wavin rury z zewnętrzną i wewnętrzną powłoką ochronną stanowią nową jakość na rynku. Zapewniają maksimum bezpieczeństwa dla instalacji prowadzonych w "trudnych warunkach". Dzięki bardzo dużej odporności warstw ochronnych na powolny wzrost pęknięć, rury te są idealne dla technik bezwykopowych, gdzie zarysowania zewnętrznej powierzchni rury są nieuniknione. Wspaniała wręcz odporność tych rur na naciski punktowe umożliwia układanie ich bezpośrednio w gruncie rodzimym bez konieczności stosowania podsypki i obsypki piaskowej, co wpływa na całkowity koszt budowy rurociągu. Szacowana na podstawie wyników wielu badań trwałość rur Wavin TS instalowanych w ekstremalnie trudnych warunkach przekracza 100 lat. Biorąc pod uwagę fakt, że rury mogą być łączone przy wykorzystaniu standardowych procedur, standardowych zgrzewarek i standardowych kształtek oraz że ich cena jest znacznie niższa od produktów porównywalnych (innych rur z warstwami ochronnymi), a nieco tylko wyższa od standardowych rur PE można oczekiwać ich coraz szerszego stosowania ze względu na znacząco wyższy poziom niezawodności rurociągu i niższy koszt ogólny jego budowy.

Fot. 9. | HDD
Literatura:
1. Wavin TS. Top-Sicherheit für die Trinkwasser- und Gasversorgung, Wavin GmbH, 07-2001.
2. Roszkowski A., Skrzypczak P.: Powolny wzrost pęknięć w rurach z tworzyw sztucznych na przykładzie rur PE, Systemy instalacyjne z tworzyw sztucznych - Konferencja Naukowo-Techniczna, Poznań, 26-27.02.1997.
3. Hessel J.: Minimum service-life of buried polyethylene pipes without sand-embedding, 3R International, No. 13/2001.
4. Wavin TS - Prüfberichte (confidential), Wavin GmbH, Januar 2002.
5. Köstring V.: Protected PE 100 Pipes for "No-Sand" Installation, Plastics Pipes XI Conference, September 2001, Munich, Germany.
Konferencje Inżynieria
WIEDZA. BIZNES. ATRAKCJE
Sprawdź najbliższe wydarzenia

![Czasopismo Inżynieria Bezwykopowa 5/2010 [35]](https://inzynieria.com//uploaded/magazines/okladka_ib35.jpg)



